13703909762

| 性能 牌号 名称 | 耐磨可塑料 | ||||||
| HNK-48 | HNK-60 | HNK-70 | HNK-75 | HNK-II | HNK-III | ||
| Al₂O₃ | 48 | 60 | 70 | 75 | 75 | 90 | |
| 耐火度℃≥ | 1760 | 1780 | 1790 | 1790 | 1790 | 1790 | |
| 110℃×24h≥烘干(Mpa) | 耐压强度 | 50 | 50 | 50 | 50 | 50 | 60 |
| 抗折强度 | 12 | 12 | 12 | 12 | 8 | 10 | |
| 815℃×3h≥烧后(Mpa) | 耐压强度 | _ | _ | _ | _ | 60 | 65 |
| 抗折强度 | _ | _ | _ | _ | 10 | 12 | |
| 900℃抗热震性水冷/次 | _ | _ | _ | _ | _ | 〉40 | |
| 可塑性指数,% | 15-40 | 15-40 | 15-40 | 15-40 | 20-40 | 20-30 | |
| 常温磨损值/Cm3≤ | _ | _ | _ | _ | 8 | 7 | |
| 胶结材料性质 | 气 硬 性 | ||||||

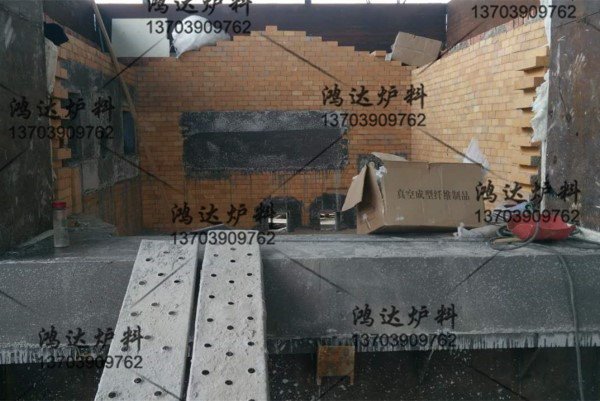
耐磨可塑料炉膛下部锥段密相区的水冷壁、布风板风帽区域、水冷蒸发屏和屏式过热器下部穿墙弯管部位、旋风分离器进口烟道四周和侧墙局部区域,以及旋风分离器本体内壁等部位。
1.锅炉水压超压试验合格、施工作业面上的固定耐磨销钉补焊完毕、施工作业面清理干净并涂刷规定厚度的沥青漆、施工机具准备齐全、依据施工技术措施对施工人员进行了详细的技术交底、施工材料运抵现场后按规定要求抽检复查合格。

2.根据可塑料具有很好粘性的特点,采取了从上向下的顺序施工,采用一次铺料一次成型的捣打方法。铺料时首先将搅拌合格的可塑料用手捏成团,用力将其挤压进管壁销钉间,像鱼鳞一般铺置开来。先进行鳍片处铺料,再铺管壁处。耐磨可塑料捣打采用人工皮锤捣打,捣打时锤面应与墙面垂直,锤头大沿炉墙长度行走。捣打时须先轻后重,先用皮锤轻打一遍,每锤压前锤一半,吼吼再捣打第二遍、第三遍,正在逐渐加劲,当捣打到敷设层微微出汗时,即为捣打密实。
3.对施工好了的可塑料衬体表面进行修整,在修整好的耐磨可塑料墙面上放出水平线、垂直线,再用切缝刀切割膨胀缝,衬体膨胀缝为不贯通型,水平缝水平交汇,垂直缝错列布置。膨胀缝切割完后内填塞三合板一层,保证三合板镶填尽量使向火面橫平竖直,表面平整。用扎孔针再可塑料平整的墙体表面扎排气孔,错列布置。该孔的另一个作用,能缓冲衬体的急剧膨胀,防止产生裂纹或剥落。
4.循环流化床锅炉耐磨可塑料是在冷渣器和点火风道已经烘烤完的基础上进行的。耐磨可塑料的烘烤采用整体烘炉的办法进行,根据锅炉燃烧的实际情况,针对炉膛、旋风分离器和回料器部位的温度分布在初期不可能均匀的特点,烘烤分两个阶段采用正式油枪进行。
1.可塑料到达施工现场后,对材料复检的工作一定要引起充分的重视,复检不合格的材料坚决不能使用。
2.材料施工前,对施工作业面的检查一定要认真,保证缺焊的销钉全部补焊完,销钉和管壁上的沥青漆涂刷一定要均匀,不能漏刷,因为沥青漆是在管壁、销钉和可塑料之间起着很重要的膨胀间隙予留的作用。
3.可塑料的捣打一定要均匀,不漏锤,更不能捣打成橡皮泥状。
4.膨胀缝的切割深度一定要控制好,不要切到管壁上,否则烘炉时膨胀缝裂开漏出了受热面管子,运行时床料或飞灰极易磨损管子,就失去了砌筑耐磨可塑料的意义了。
5.对烘炉温度的控制一定要严格,尤其是低温阶段,如80℃以下的烘烤的目的是排除可塑料施工加入的外在水分,110℃恒温烘烤时排除可塑料的内在水分,300℃恒温烘烤是排除可塑料组成材料的结晶水以及为各组成材料之间进行初步的化学反应提供温度条件等作用。


手机二维码

微信号